Una guía completa de pastillas de freno para automóviles: tipos, materiales y selección
Las pastillas de freno son posiblemente el componente de seguridad más importante de cualquier vehículo. Sirven como interfaz donde la energía cinética se convierte en energía térmica, lo que detiene una máquina de varias toneladas. Comprender cómo se fabrican, de qué están hechos y cómo se prueban es esencial para ingenieros, administradores de flotas y especialistas en adquisiciones. Esta guía desglosa las tecnologías centrales detrás de las pastillas de freno modernas.
1. Los cuatro pilares de los materiales de fricción
Las pastillas de freno modernas son compuestos complejos, que normalmente constan de cuatro categorías principales de ingredientes que trabajan en conjunto: aglutinantes, refuerzos, modificadores de fricción y rellenos. La receta específica dicta el carácter de la almohadilla, lo que lleva a tres clasificaciones principales que dominan el mercado.
Las almohadillas semi-metálicas contienen un 30-65 % de fibras metálicas (acero, hierro, cobre) y son conocidas por su excelente transferencia de calor y durabilidad, lo que las hace comunes en aplicaciones OEM y camiones-de servicio pesado. Generaron la participación de mercado más significativa con un 46,34% en 2025, y siguen siendo populares porque las virutas de hierro y cobre disipan el calor de manera eficiente durante repetidas paradas a alta velocidad. Sin embargo, pueden resultar ruidosos y abrasivos para los rotores.
Las almohadillas sin asbesto orgánico (NAO) están hechas de fibras como vidrio, aramida y carbono mezcladas con resinas. Son más suaves, más silenciosos y producen menos polvo, lo que los hace populares en vehículos económicos y económicos-, aunque pueden desgastarse más rápido bajo estrés elevado.
Las almohadillas cerámicas representan la mejor opción, compuestas de fibras cerámicas y materiales libres de cobre-. Ofrecen un equilibrio superior entre bajo nivel de ruido, mínima generación de polvo y rendimiento de fricción estable. Los compuestos cerámicos están avanzando a una tasa compuesta anual del 5,68 % hasta 2031 gracias a las prohibiciones del cobre y la demanda de los consumidores de ruedas con bajo contenido de-polvo. Este crecimiento es más visible en los SUV premium y los sedanes de alto rendimiento con mayor elasticidad de precio.

2. El viaje de fabricación: del polvo a la almohadilla
La producción de una pastilla de freno es un proceso industrial preciso de varias-etapas que depende de maquinaria especializada para garantizar la coherencia y la seguridad.
Etapa 1: Manejo y mezcla de materias primas. El viaje comienza en sistemas de mezclado de alta-eficiencia donde las materias primas-incluidas fibras de refuerzo (aramida, acero o cerámica), modificadores de fricción, rellenos (como sulfato de bario) y aglutinantes de resina-se pesan automáticamente y se introducen en mezcladores de alto-cizallamiento, como dispersores de alta-velocidad o amasadoras de caucho. Esto garantiza una dispersión uniforme de los ingredientes, esencial para un rendimiento de fricción constante y un ruido reducido.
Etapa 2: Formar y dar forma. Esta etapa da forma al compuesto mezclado en pastillas de freno semiacabadas utilizando tecnología de moldeo de precisión. Las máquinas de moldeo por presión hidráulica utilizan sistemas hidráulicos de alta-presión (a menudo de 100 a 300 toneladas) para comprimir la mezcla en moldes, lo que da como resultado almohadillas densas y uniformes con excelente cohesión. Algunos fabricantes emplean prensado en frío para reducir las tensiones internas o moldeo al vacío para eliminar las bolsas de aire y mejorar la homogeneidad del material.
Etapa 3: Curado y Secado. Esta fase crítica implica curar térmicamente los aglutinantes de resina para lograr resistencia mecánica y estabilidad finales. Los hornos de curado multi-zona utilizan perfiles de temperatura controlados (normalmente 150 a 220 grados) durante 60 a 120 minutos para garantizar la reticulación completa-de los polímeros. El curado adecuado afecta directamente la dureza de la pastilla, la tasa de desgaste y la estabilidad térmica. Un curado inadecuado puede provocar desgasificación durante el frenado, lo que provoca que los frenos se desvanezcan y se produzcan pulsaciones en el pedal.
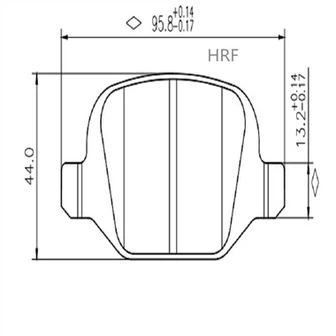
Etapa 4: Corte, Recorte y Acabado. Después del curado, se elimina el exceso de material ("rebaba") para lograr una precisión dimensional precisa. Los enrutadores CNC de alta-precisión o los sistemas de corte por láser recortan los bordes y contornean la almohadilla para que coincida con las especificaciones específicas del vehículo-, manteniendo normalmente la precisión dentro de una tolerancia de ±0,5 mm. Esta etapa garantiza un ajuste adecuado y minimiza el ruido de los frenos causado por superficies de contacto irregulares.
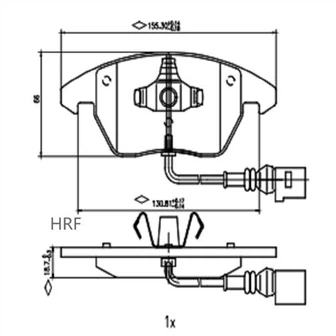
Etapa 5: Montaje y Embalaje. La etapa final implica la integración de componentes como cuñas, clips anti-traqueteo o sensores de desgaste. Las líneas de montaje automatizadas utilizan brazos robóticos o accesorios neumáticos para unir cuñas e inspeccionar los ensamblajes finales, con sistemas de visión integrados que detectan defectos antes del embalaje.
3. Pruebas y Validación
Antes de que una pastilla de freno llegue al mercado, debe superar una serie de pruebas diseñadas para simular condiciones extremas. Las pruebas validan el coeficiente de fricción (COF), la tasa de desgaste y la integridad estructural.
La prueba de dinamómetro simula las condiciones de frenado del mundo real-midiendo la potencia de frenado, la resistencia a la decoloración (pérdida de frenado debido al calor) y la recuperación. Los dinamómetros de inercia replican la energía cinética de un vehículo en movimiento, sometiendo las almohadillas a repetidas paradas de alta-energía.
Las pruebas mecánicas y tribológicas evalúan la resistencia al desgaste, el coeficiente de fricción en diferentes rangos de temperatura, la dureza y las características de compresión. Estas pruebas garantizan que la almohadilla mantenga un rendimiento constante durante toda su vida útil.
Las pruebas de ruido se han vuelto cada vez más críticas, particularmente para los vehículos eléctricos donde la ausencia de ruido del motor hace que incluso un leve chirrido de frenos sea inaceptable para los conductores. Los bancos de pruebas especializados miden las características NVH (ruido, vibración y aspereza) en diversas condiciones operativas.
Los estándares de rendimiento requieren que las pastillas cumplan con regulaciones globales como ECE R90 en Europa, que exige igualar el rendimiento de las piezas del equipo original. En Norteamérica, los estándares FMVSS-121 rigen las distancias de frenado reducidas y las capacidades de estacionamiento para vehículos comerciales.
El futuro: inteligente y sostenible
La industria está avanzando hacia formulaciones totalmente libres de cobre-y con bajas-partículas integradas con tecnologías inteligentes. Los principales fabricantes están explorando sensores de desgaste integrados que permitan el mantenimiento predictivo, y algunos están desarrollando indicadores activos de desgaste de los frenos que miden el recorrido del pistón para proporcionar una evaluación precisa del espesor de las pastillas.
A medida que los vehículos se vuelven más complejos-con sistemas de freno-por-cables, integración avanzada de asistencia al conductor y capacidades de conducción autónoma-las humildes pastillas de freno continúan evolucionando como una piedra angular de alta-tecnología de la seguridad automotriz. Las empresas que combinen la innovación técnica con adquisiciones ágiles y modelos de distribución receptivos estarán en mejor posición para capturar valor en este entorno cambiante.